|
|
|
|
|
|
|
|
|
|
|
|
1. PRESENTATION DE L’ENTREPRISE
1.1. Historique:
 Au premier janvier 1990, suite à la vente
de l’activité défense par le groupe PHILIPS à THOMSON, l’atelier mécanique de
T.R.T. (Télécommunications Radioélectriques et Téléphoniques) Brive qui comprenait
plus de deux cents personnes est séparé en 2 parties : activités civiles,
activités militaires. T.R.T. conserve alors un atelier de quatre-vingt employés
comprenant le service de tôlerie, d’usinage mécanique et d’hyperfréquence,
lequel est implanté sur le site de Place au cœur de la Zone Industrielle BRIVE
EST. L’évolution technologique des équipements électroniques étudiés et
réalisés à T.R.T. montrant une très nette réduction des parties mécaniques dans
le futur, la direction de T.R.T. avait alors deux possibilités : soit
réduire progressivement la capacité productive jusqu’à fermeture, soit trouver
un repreneur afin de diversifier l’activité et ainsi de maintenir le potentiel
de cette branche.
Au premier janvier 1990, suite à la vente
de l’activité défense par le groupe PHILIPS à THOMSON, l’atelier mécanique de
T.R.T. (Télécommunications Radioélectriques et Téléphoniques) Brive qui comprenait
plus de deux cents personnes est séparé en 2 parties : activités civiles,
activités militaires. T.R.T. conserve alors un atelier de quatre-vingt employés
comprenant le service de tôlerie, d’usinage mécanique et d’hyperfréquence,
lequel est implanté sur le site de Place au cœur de la Zone Industrielle BRIVE
EST. L’évolution technologique des équipements électroniques étudiés et
réalisés à T.R.T. montrant une très nette réduction des parties mécaniques dans
le futur, la direction de T.R.T. avait alors deux possibilités : soit
réduire progressivement la capacité productive jusqu’à fermeture, soit trouver
un repreneur afin de diversifier l’activité et ainsi de maintenir le potentiel
de cette branche.
En septembre 1991, Monsieur Gomez, responsable des ateliers mécaniques, avec la participation de six autres salariés, fait une proposition de reprise que T.R.T. prend en considération. Cette proposition permet de conserver soixante-huit postes et un contrat commercial est signé avec T.R.T. assurant une charge dégressive sur cinq ans. L’entreprise naquit ainsi le 1er janvier 1992 sous le nom de société A.T.M.H. (Ateliers Tôlerie Mécanique et Hyperfréquence).
L’effectif actuel de la société A.T.M.H. est de quatre-vingt trois personnes. Elle a su conserver sa position sur le marché puisqu’elle a gardé un chiffre d'affaires régulier jusqu’à nos jours. La société ATMH est omniprésente sur des chantiers tels que : la pose d’aiguillages (assemblage de guides d’onde) qui constitue l’équipement de TPS (Télévision Par Satellite) ou la pose des antennes à Paris pour la coupe du monde de football 98. La société ATMH a commencé une démarche en vue de l’obtention de la certification ISO 9002, prévue pour juin 2000. Elle bénéficie déjà de contrats qualité avec certains de ses clients et compte parmi sa clientèle France Télécom, Thomson, T.R.T., Sextant, Legrand, Matra...
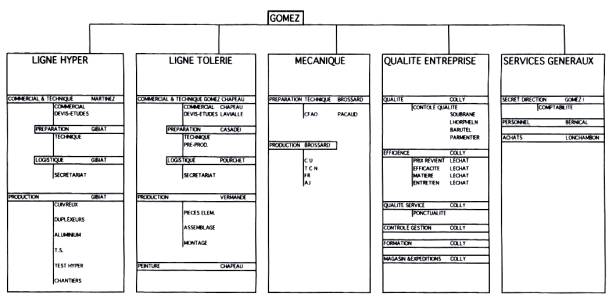
1.2. Organigramme :
1.3. Analyse du fonctionnement de l’entreprise :
Implantée dans des locaux d’une superficie de 3450 m², la société A.T.M.H. réalise des ensembles complets. Le savoir-faire va du développement des produits jusqu’à leur assemblage et tests, en passant par l’approvisionnement des composants et de la matière première, la mise en production et la gestion des sous-traitances.
L’organisation de l’entreprise est basée sur des îlots de production :
§ Les méthodes : Sa mission principale est, à partir du dossier de définition (plans, documents,...), de réaliser un dossier de fabrication (gammes) dans un délai imposé. Ses autres missions sont : la maintenance du dossier de fabrication, la demande de mise à jour du dossier de définition, l’assistance atelier, la réalisation de prototypes (préséries), l’élaboration des devis et les commandes d’outillages externes.
§ L’outillage : Sa mission est de réaliser des outillages en fraisage, tournage, pointage, électroérosion, ajustage, rectification et traitement thermique.
§ La tôlerie élémentaire : Sa mission est de découper des patrons de pièces élémentaires dans de la feuille de tôle de diverses épaisseurs et de différentes matières.
§ L’assemblage tôlerie : Sa mission est de fabriquer des pièces nouvelles, des outillages, des ensembles châssis.
§ L’hyperfréquence : Ce secteur est le plus important au sein de la société de part le niveau du chiffre d’affaire (3 fois celui de la tôlerie). Sa mission est de réaliser des guides, des filtres, et des coupleurs mécaniques pour les ondes hyperfréquences.
§ La mécanique : Sa mission est de réaliser des pièces mécaniques en fraisage, en tournage, en ajustage.
§ La métrologie : Sa mission est d’assurer le contrôle, la qualité et la validation de tous les moyens et les produits de l'entreprise.
§ La peinture : La société ATMH bénéficie d’un espace pour la peinture et la sérigraphie (procédé d’impression à travers un écran de tissu). Une cabine de peinture est à disposition pour les différentes opérations.
§ Le montage : Sa mission est l’assemblage et le montage final des filtres hyperfréquences. Les pièces sont terminées après peinture et traitement de surface puis expédiées.
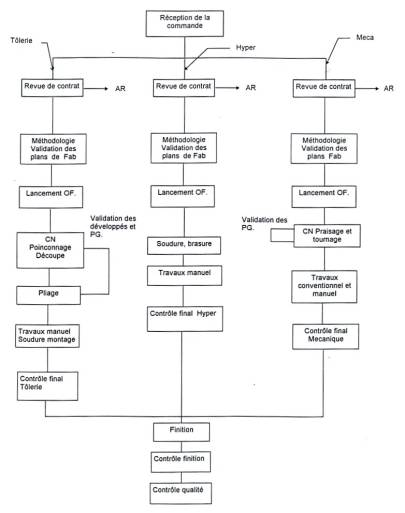 La production au sein de l’entreprise
travaille en flux poussé. Lorsque les produits ont fini
d’être traités sur un poste, l’opérateur les transfère sur le poste suivant par
une méthode de files d’attente. L’ensemble de la gestion de l’entreprise est
réalisé au moyen d’un système informatique (l’AS400) qui gère l’ensemble du
flux d’information, de la réception à l’expédition de la commande. Le stockage
est en FIFO[1]
(First In, First Out) sur l’ensemble du cycle. Le pilotage industriel se fait
par GPAO (Gestion de Production Assistée par Ordinateur) et gère l’ensemble des
produits finis et des ressources de production (matières premières, produits
semi-finis, produits finis, outillages, machines, main d’œuvre). La fabrication
est, quant à elle, régentée par des OF (Ordre de Fabrication) qui sont classés
par machine, puis par date. Ils sont progressivement injectés dans les files
d’attente. L’opérateur machine dispose d’une file d’attente correspondant à 10
heures de travail minimum ; il gère sa file d’attente en fonction de
l’utilisation des outillages.Présentation des organismes
internes :
La production au sein de l’entreprise
travaille en flux poussé. Lorsque les produits ont fini
d’être traités sur un poste, l’opérateur les transfère sur le poste suivant par
une méthode de files d’attente. L’ensemble de la gestion de l’entreprise est
réalisé au moyen d’un système informatique (l’AS400) qui gère l’ensemble du
flux d’information, de la réception à l’expédition de la commande. Le stockage
est en FIFO[1]
(First In, First Out) sur l’ensemble du cycle. Le pilotage industriel se fait
par GPAO (Gestion de Production Assistée par Ordinateur) et gère l’ensemble des
produits finis et des ressources de production (matières premières, produits
semi-finis, produits finis, outillages, machines, main d’œuvre). La fabrication
est, quant à elle, régentée par des OF (Ordre de Fabrication) qui sont classés
par machine, puis par date. Ils sont progressivement injectés dans les files
d’attente. L’opérateur machine dispose d’une file d’attente correspondant à 10
heures de travail minimum ; il gère sa file d’attente en fonction de
l’utilisation des outillages.Présentation des organismes
internes :
1.3.1. Le C.H.S.C.T. : (Comité
d’Hygiène, de Sécurité et des Conditions de Travail)
Dans tous les établissements occupant au moins 50 salariés[2], un CHSCT est obligatoirement institué. C’est donc le cas pour la société ATMH qui a un effectif de 83 salariés à ce jour et qui est donc dotée d’un comité constitué de 3 personnes.
Le CHSCT se réunit au moins tous les trimestres sur l’initiative du chef d’établissement (M. Gomez). Il est convoqué plus fréquemment en cas de besoin.
Il est également réuni à la suite de tout accident ayant entraîné ou ayant pu entraîner des conséquences graves ou à la demande motivée de deux des membres représentants du personnel ; dans ce dernier cas l’employeur ne peut se faire juge du motif de la demande.
Le secrétaire du CHSCT (M. Bonneval) est désigné par le comité et les représentants du personnel. Le président du CHSCT (M. Gomez) est le chef d’établissement.
L’ordre du jour de chaque réunion du CHSCT est établi par
Messieurs Gomez et Bonneval et communiqué 15 jours au moins avant la réunion
aux autres membres.
1.3.2. Le C.E. : (Comité
d’Entreprise)
Dans les entreprises d’au moins 50 salariés, un comité d’entreprise doit être constitué. Il est doté par l’employeur des moyens nécessaires à son fonctionnement. Il doit être informé et consulté dans le domaine économique et social et assure la gestion des activités culturelles et sociales. A ATMH, le CE est composé de 7 personnes. Le président (M. Gomez), le secrétaire (M. Chouzenoux), le trésorier (M. Lonchambon), leurs adjoints et les autres membres.
Leurs domaines d’actions sont : la commission loisirs (piscine, cinéma…), la commission œuvres sociales (bons vacances, Noël…), le conseil d’administration, la commission restaurant et les fonds de placements. Ils donnent leur avis sur l’effectif, les charges, les salaires et toute modification interne à l’entreprise qui touche le personnel.
1.3.3. Le délégué syndical :
Chaque organisation
syndicale représentative[3]
a le droit de désigner un délégué syndical, dans les entreprises d’au
moins 50 salariés. C’est le cas à ATMH où la CGT (Confédération Générale du
Travail) a désigné monsieur Bonneval comme délégué syndical. Il représente donc
le syndicat auprès du chef d’entreprise et anime d’autre part la section
syndicale (cotisations, affichage…). Il est également l’interlocuteur
nécessaire et obligatoire de l’employeur dans les circonstances telles que les
négociations de la convention, des accords entreprise, du salaire, du droit
d’expression.
|
|
|
|
|
|
|
|
|
|
|
|